Butt Fusion Principle ::
The principle of butt fusion jointing is to heat two pipes or fitting ends by means of a heater plate to a designated temperature, then fuse them together by applying pressure and cool them under pressure for a designated time. Butt fusion joints shall be made by qualified operators using butt fusion jointing machines that secures and precisely align the pipe ends.
Butt Fusion Welding Machine:
The following conditions should be achieved in a butt welding machine. Aligning the pipe ends. Clamping the pipes. Facing the pipe ends parallel and square to the centerline. Heating the pipe ends. Applying the proper fusion force. Conforming to ISO12176-1, DVS2208-1
Butt Fusion Temperature:
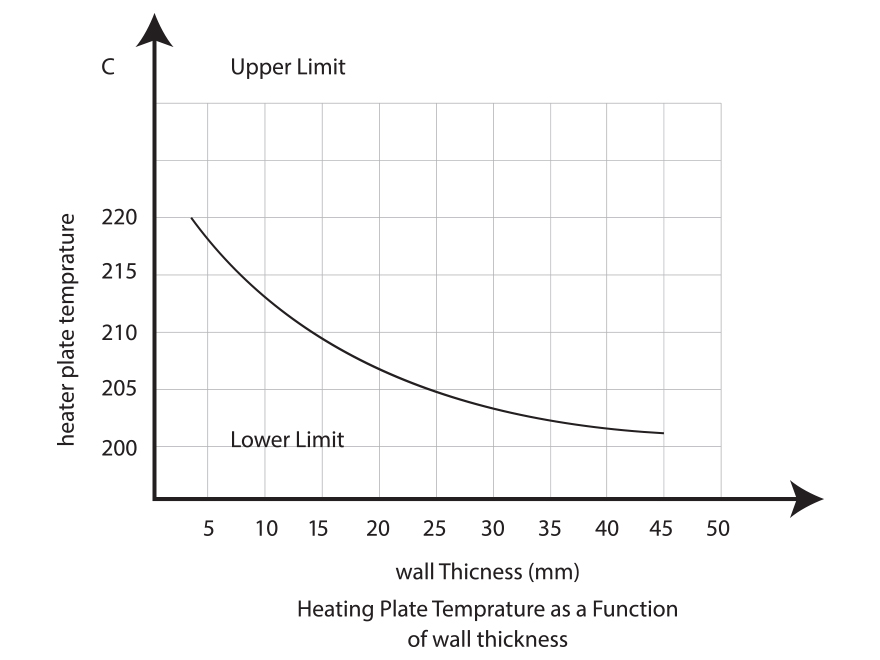
The butt fusion temperature is normally situated between 200 c and 220 c
Butt Fusion Jointing Procedure:
The following steps should be executed to make perfect butt welding:
- Clean the pipe or fitting ends, planning unit or heater’s surfaces
- Clean the inside and the outside of the pipe or fitting to be joined by wiping the joint area
with a clean lint-free cloth
- All foreign matter should be removed from the jointing area
- Clean the planning unit and the heater plate surfaces with a clean lint-free cloth
- Ensure the heater is cold and the power to unit is off
- It is recommended that two dummy joints be made at the start of each jointing session to
ensure removal of fine contaminated particles whenever the heater plate has been allowed
to cool below 180 c or for a size change.
Clamp And Aligned The Components To Be Joined:
- Clamp the components in the butt fusion jointing machine and adjust as necessary to achieve proper alignment.
Planning The Pipe Or Fitting Ends:
- Plane the pipe or fitting ends to establish clean, parallel mating surfac-es
Align The Pipe Or Fitting Ends:
- Remove any shavings from the pipe or fitting ends
- Inspect the pipe or fitting ends for incomplete planning, voids or other imperfections then bring
them together to check for proper alignment.
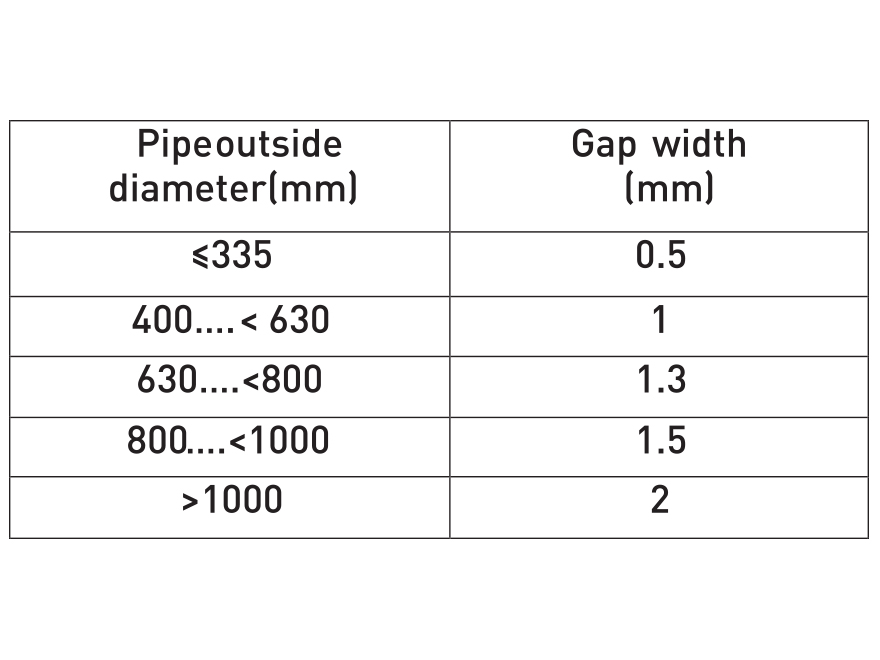
- The permissible gap width between pipe or fitting ends under alignment pressure is described
in the following table
Measuring The Drag And Compensating Pressure Accordingly:
Measure the gauge pressure required to overcome the frictional drag of the machine and pipe This pressure shall be added to the calculated bead-up and fusion jointing pressure.
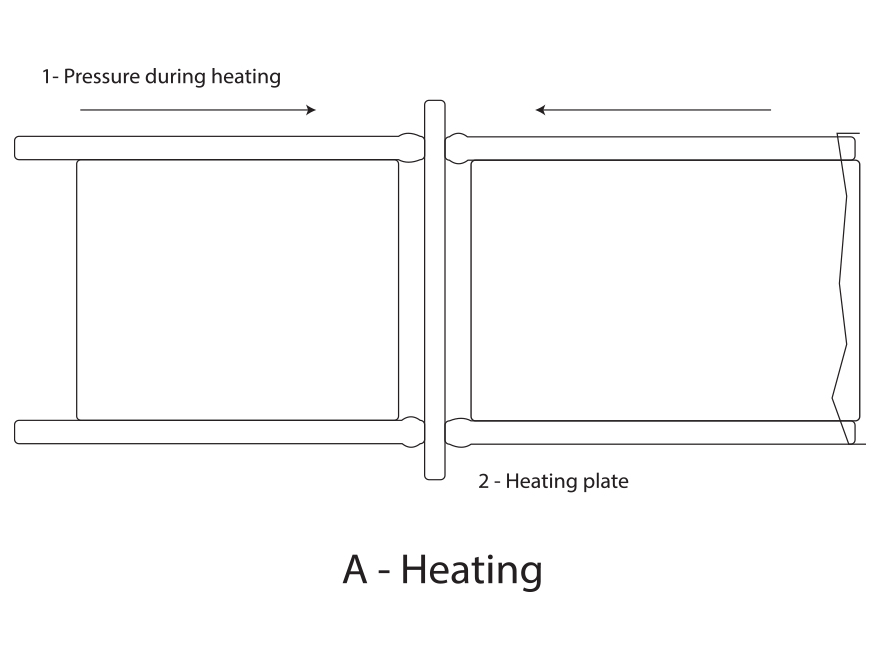
Melt The Pipe Or Fitting Interfaces:
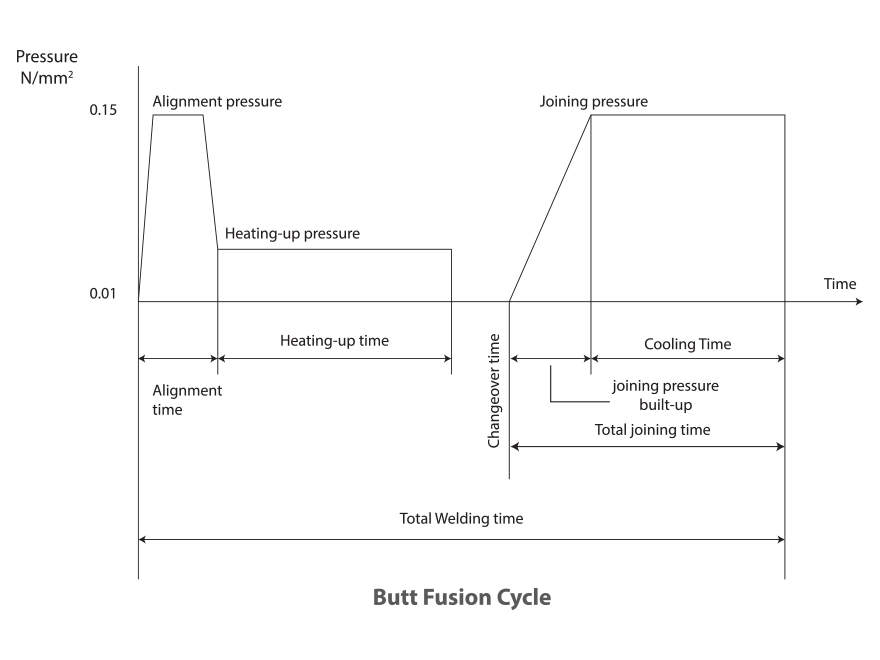
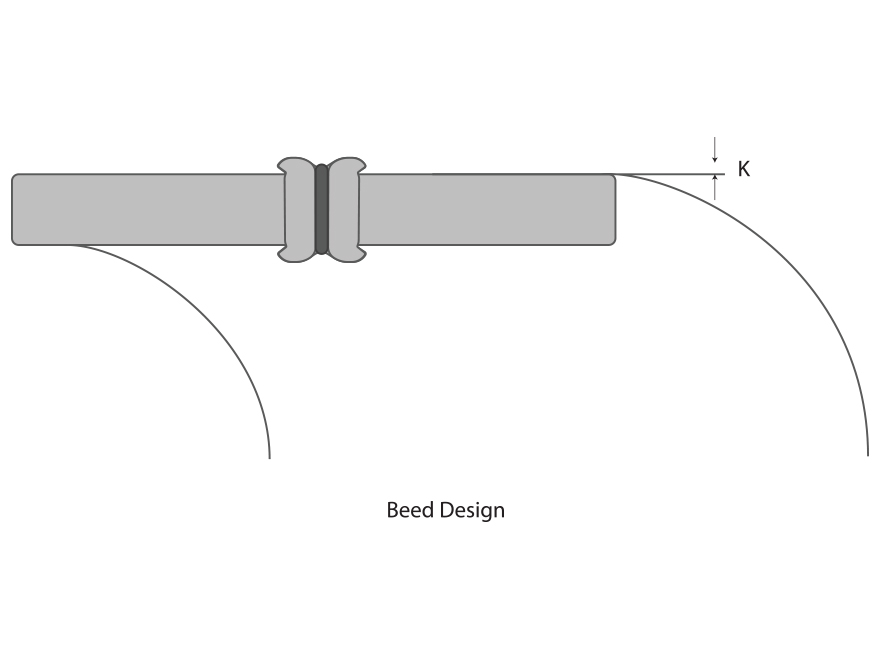
The surface of the heater plate that comes into contact with the pipe or fitting ends shall be clean, oil-free and coated with non-stick coating to prevent molten plastic from adhering to the heater plate surface. Install the heater plate in the butt fusion machine and bring both of pipes or fitting ends simultaneously into full contact with the heater plate to produce molten surface for fusion jointing. To ensure that full contact is made between the pipe or fitting ends and the heater plate , the initial contact shall be made under Alignment pressure (0.15Mpa). after holding the pressure until a specified bead height has formed, the pressure shall be adjusted to the heating-up pressure (≤0.02 MPa) without breaking contact between the heater plate and the pipe or fitting ends for a period equal to the hating-up time.
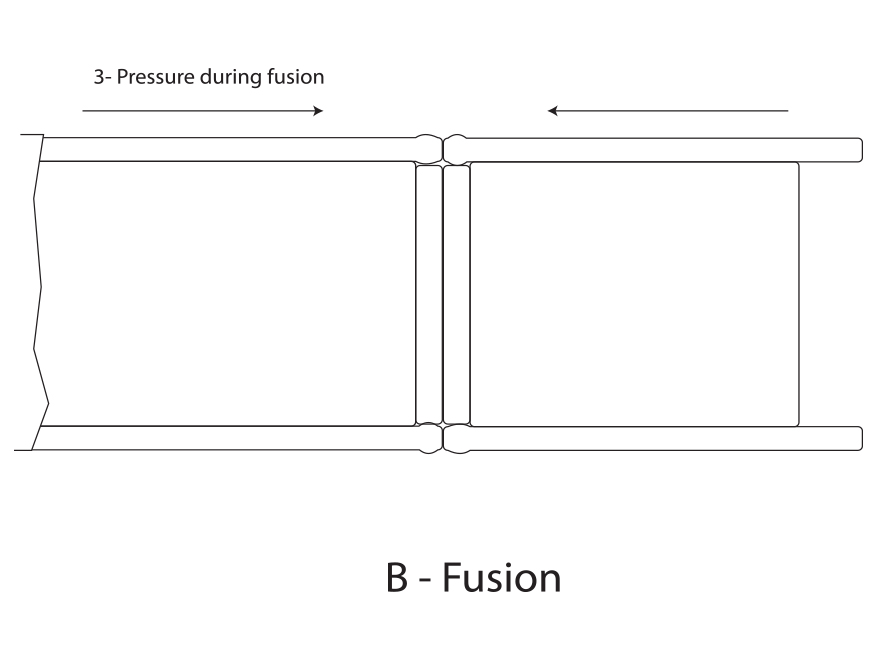
Join The Two Pipe Or Fitting Ends Together By Applying The Proper Fusion Force:
On completion of the heat soak time, pull the pipe or fitting ends from the heater plate. Then remove the heater plate and bring the molten pipe or fitting ends together within the specified time (changeover time). The joint shall be held at the jointing pressure (0.15 MPa) for a prescribed fusion jointing time (bulid-up time)
Hold Under Pressure Until The Joints Is Cool:
The molten joint shall be held immobile under pressure in the butt fusion jointing machine for a period of time defined as the cooling tome in the machine under pressure. Allowing adequate time for cooling under pressure prior to removal from machine clamps is import- ant in order to develop strength and achieve joint integrity. Further cooling may take place in the machine without pressure or out of the machine, particularly if working in high ambient temperatures.
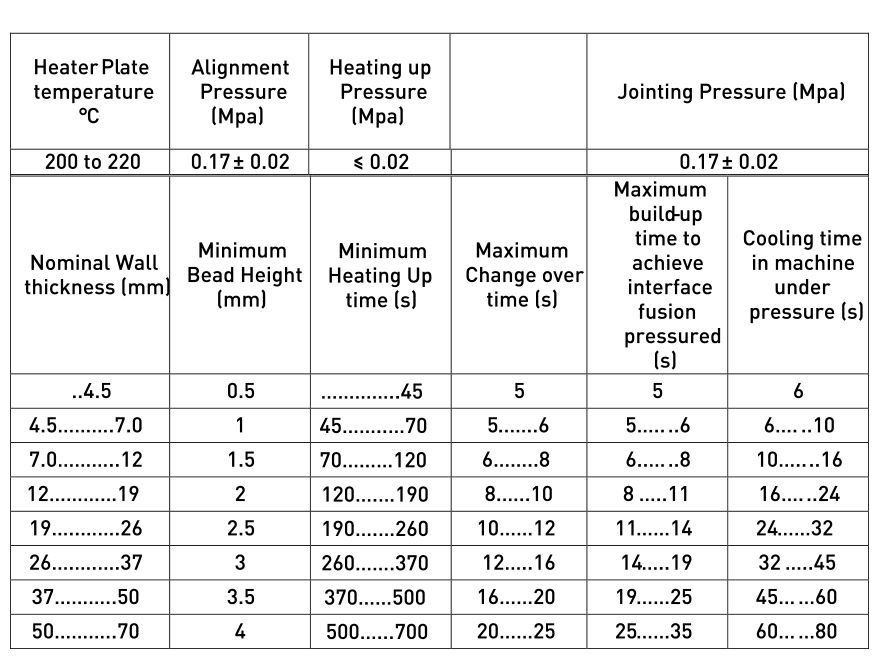
PARAMETERS AND VALUES FOR FUSION JOINTING PROCEDURE